دنیای اطلاعات: فولادهای کم آلیاژ کوئنچ و تمپر شده (QTLA) ، معمولا حاوی کمتر از ۲۵/۰ % کربن و کمتر از ۵ درصد عناصر آلیاژی بوده و استحکام اولیه ی آنها توسط عملیات حرارتی کوئنچ و تمپر و ایجاد ریزساختارهای حاوی مارتنزیت و بینیت تأمین می شود. محدوده ی استحکام تسلیم این فولادها از Mpa 345 تا ۸۹۵ متغیر است که به ترکیب شیمیایی و عملیات حرارتی بستگی دارد.
میزان کربن کم به دو دلیل در این آلیاژها مناسب است:
۱- به حداقل رساندن سختی مارتنزیت و
۲- افزایش دمای Ms (شروع تشکیل مارتنزیت) به نحوی که مارتنزیت تشکیل شده ، در حین سرد شدن به صورت خود به خود (اتوماتیک) تمپر شود. به واسطه ی تشکیل مارتنزیت خود تمپر شده کم کربن ، استحکام زیاد و چقرمگی خوبی حاصل می شود. آلیاژ سازی با منگنز ، کروم ، نیکل و مولیبدن سخت پذیری این آلیاژها را فراهم می آورد. همچنین استفاده از نیکل به میزان زیادی چقرمگی را افزایش داده و دمای تبدیل نرمی به تردی در این آلیاژها را کاهش می دهد.
انواع فرایند های جوشکاری متداول برای اتصال فولادهای QTLA مورد استفاده قرار می گیرد. اما میزان هیدروژن فلز جوش باید در سطح بسیار کمی باقی بماند. اغلب به منظور جلوگیری از ترک خوردن هیدروژنی ، پیشگرم کردن مورد نیاز است. در مقایسه با فولادهای HSLA ، دمای پیشگرم و بین پاسی این فولادها بیشتر است. اما به عنوان دمای بالا در نظر گرفته نمی شود. اما استفاده از دماهای زیاد پیشگرم پایین پاسی برای این نوع فولادها ، نامطلوب است. این امر می تواند باعث کاهش نرخ سرد شدن فلز جوش و HAZ شده و بنابراین آستنیت به فریت یا بینیت درشت دانه استحاله یابد ، که هر دوی آنها فاقد استحکام زیاد چقرمگی خوب هستند. عملیات حرارتی پس از جوشکاری نیز اغلب نیاز نمی باشد.
حرارت ورودی زیاد می تواند نرخ سرد شدن را کاهش داده و ریزساختار و خواص نامطلوبی ایجاد نماید. بنابراین از فرایندهای با حرارت ورودی زیاد، نظیر ESW یا SAW با چند سیم باید اجتناب کرد. شکل ۱ منحنی های CCT فولاد T1 ، یعنی کلاس های A514 و A517 فولاد QTLA نوع F را نشان می دهد. منحنی های p و f و z به ترتیب نرخ سرد شدن بحرانی برای تشکیل پرلیت، فریت و بینیت را نشان می دهد. ناحیه ی هاشور خورده ، منطقه نرخ سرد شدن بهینه را نشان می دهد.

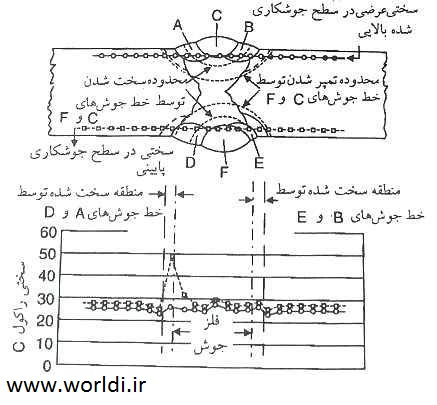
به منظور دست یابی به شرایط لازم اعم از حرارت ورودی محدود و پیشگرم مناسب، اغلب برای جوشکاری مقاطع ضخیم فولادهای QTLA ، از جوشکاری چند پاسه استفاده می شود. با انجام این کار ، دمای بین پاسی در همان سطح دمای پیشگرم باقی می ماند. جوشکاری چندپاسه با تعداد زیاد مهره های جوش کوچک پشت سر هم ، به دلیل ریزدانه شدن و اثر تمپر کردن پاس های جوش متوالی ، باعث بهبود چقرمگی جوش می گردد. مارتنزیت موجود در HAZ یک پاس جوش ، توسط حرارت حاصل از اعمال پاس بعدی تمپر می شود. در نتیجه ، چقرمگی کل فلز جوش افزایش می یابد. شکل ۲ تاثیر تمپر شدن خط جوش را نشان می دهد. ناحیه مربوط به خط جوش E خط F تمپر شده است و بنابراین نرمتر از ناحیه ی HAZ خط جوش D است که توسط خط F یا هیچ خط جوش دیگری تمپر نشده است.